

-
- 公司:
- 惠州市科泰机械设备有限公司
-
- 联系:
- 黎生
-
- 邮箱:
- 13530842478@139.com
-
- 手机:
-
13530842478
-
- 电话:
-
0752-3598119
0752-3598098
-
- 传真:
-
0752-3598119
-
- 地址:
- 惠州市惠阳区


- 炼油的中国行情7537阅读 2021-06-18 23:02:52
- 炼油的炼厂气加工7590阅读 2021-06-18 23:00:16
- 炼油延迟焦化的生产工艺7494阅读 2021-06-18 22:59:04
- 炼油加氢裂化生产工艺7478阅读 2021-06-18 22:57:54
- 炼油催化重整生产工艺7816阅读 2021-06-18 22:56:42

蜡油非临氢催化生产低凝点基础油及汽柴油装置设备
2024-04-28 02:00:01 19790次浏览
价 格:面议
蜡油非临氢催化生产低凝点基础油及汽柴油装置设备
非临氢降凝新工艺及装置 我国大多数原油为石蜡基,石油产品中石蜡的烃含量较高,特别是在馏份较重的石油产品中,往往因含蜡多、凝点高,影响产品的使用.石油化工科学院自1980 年初开始了非临氢降凝工艺的研究工作,以催化柴油为主要原料,取得了良好的效果,是一项新开发的工艺技术。
该工艺可以在常压、不用氢气的条件下,将重柴油中的蜡组份选择性裂化而降低凝点,因而具有工艺流程简单、投资省和效益高的特点。 非临氢降凝工艺的特点 几年来非临氢降凝的实践,已显示了它 具有许多特点和优点,受到用户欢迎。
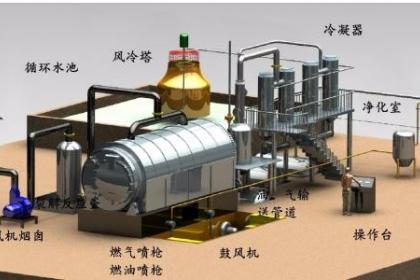
1.非临氢降凝流程简单、操作方便、建 设投资低 非临氢降凝(包括伴气工艺)原料经加热炉加热到一定温度进入(或伴入液化气)固 定床反应器(一个或二个),反应产物直接进分馏塔,得到汽、柴油组分。气体经压缩 生产部分液化气及燃料气。反应压力为常压,对设备无特殊要求.
2.非临氢降凝具有理想的产品分布和 良好的产品性质 工业非临氢降凝装置的轻油收率为77,伴气降凝的轻油收率为95%左右。而且柴汽比高,一般为1.9^-2.3,比催化裂化的柴汽比(约0.5) 要高得多。特别需要指出的是焦炭量极低,只有十万分之几,可以忽略,因此降凝得到的产品98%以上都可以作为商品。 非临氢降凝汽油辛烷值(MON,下同), 为79^-80,伴气降凝汽油有的高达82,这是宝贵的高辛烷值组分。即有较高的调合辛烷值。 降凝柴油也有较高的十六烷值,高出催化柴油1o-20个单位,是较好的柴油调合组分。 气体中干气很少,主要是C3 C4组分,占97%以上;而C3 C4中又主要是烯烃,约占 气体的60%^-70},可作为石油化工原料。
3.非临氮降凝有较高的经济效益 降凝有满意的产品分布和优良的产品性质,而降凝原料是价值较低的重柴油组分,自然会有较好的经济效益。
非临氢降凝工艺应用前景 我国多数原油含蜡量高,降凝工艺有广泛的应用前景。现提出以下可行的应用方案。
1.降凝与催化裂化相结合 1)催化裂化与非临氢降凝并不互争原料,它们可以相辅相成,各得其所。降凝适 于处理较轻的瓦斯油,如常三线、减一线以及催化裂化重柴油等,这些原料在催化裂化装置较难裂化;催化裂化则可加工较重的减压瓦斯油。这样,催化裂化可以减小循环比。扩大处理能力。
2)催化裂化产品中汽油多,柴油少;而降凝产品中柴油多,汽油少。两个装置相 结合,可在一定范围内调节柴/汽比。
3)由于两种工艺产品性质相近,可以组成联合装置,共用吸收稳定系统和气体压 缩系统,如果降凝原料系常三线、减一线油时,分馏系统也可共用,即降凝产物直接引入催化裂化的分离系统。这就会使装置组成进一步简化,节约投资,降低能耗。
我们的服务:
我们专业的团队为你 提供1—100万吨蜡油非临氢催化生产低凝点基础油及汽柴油装置设备
全程解决方案。
从设计到安装到调试交钥匙工程。
-
 常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 15:22:01
常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 15:22:01 -
 影响碱炼的因素 1、碱及其用量,理论碱量算法:NaOH(Kg)= 7.13 ×10-4×油重×酸值 2、碱液浓度 (1)碱液浓度的确定原则。 1)碱滴与游离脂肪酸有较大的接触面积,能保证碱液在油中有适宜的降速。 2)有一定的脱色能19-07-23 13:50:02
影响碱炼的因素 1、碱及其用量,理论碱量算法:NaOH(Kg)= 7.13 ×10-4×油重×酸值 2、碱液浓度 (1)碱液浓度的确定原则。 1)碱滴与游离脂肪酸有较大的接触面积,能保证碱液在油中有适宜的降速。 2)有一定的脱色能19-07-23 13:50:02 -
 影响精炼油得率主要因素 1、碱炼损耗 (1)为脱除毛油中存在的胶质、游离脂肪酸、水分、杂质等形成的损耗; (2)在处理过程中由于中性油皂化、乳化引起的损耗; (3)理论计算公式:碱炼损耗 = 0.2 + 1.25×(FFA%+磷脂含19-07-23 14:56:01
影响精炼油得率主要因素 1、碱炼损耗 (1)为脱除毛油中存在的胶质、游离脂肪酸、水分、杂质等形成的损耗; (2)在处理过程中由于中性油皂化、乳化引起的损耗; (3)理论计算公式:碱炼损耗 = 0.2 + 1.25×(FFA%+磷脂含19-07-23 14:56:01 -
 常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 10:58:01
常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 10:58:01 -
 常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 14:34:01
常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 14:34:01 -
 机械润滑油广泛应用于各种机器设备中。在使用过程中由于混人灰尘、机械杂质、水分,同时因受高温、氧化等作用而产生多种氧化中间产物及有机物,使机油变黑、粘度降低、品质下降而成为废机油。如将废机油抛弃,既污染了环境,又浪费了大量可再生资源。废机油裂12-07-26 10:03:43
机械润滑油广泛应用于各种机器设备中。在使用过程中由于混人灰尘、机械杂质、水分,同时因受高温、氧化等作用而产生多种氧化中间产物及有机物,使机油变黑、粘度降低、品质下降而成为废机油。如将废机油抛弃,既污染了环境,又浪费了大量可再生资源。废机油裂12-07-26 10:03:43 -
 常压蒸馏和减压蒸馏 [/b] 常压蒸馏和减压蒸馏习惯上合称常减压蒸馏,常减压蒸馏基本属物理过程。原料油在蒸馏塔里按蒸发能力分成沸点范围不同的油品(称为馏分),这些油有的经调合、加添加剂后以产品形式出厂,相当大的部分是后续加工装置的原料,因18-04-02 22:35:25
常压蒸馏和减压蒸馏 [/b] 常压蒸馏和减压蒸馏习惯上合称常减压蒸馏,常减压蒸馏基本属物理过程。原料油在蒸馏塔里按蒸发能力分成沸点范围不同的油品(称为馏分),这些油有的经调合、加添加剂后以产品形式出厂,相当大的部分是后续加工装置的原料,因18-04-02 22:35:25 -
 蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 14:46:01
蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 14:46:01 -
 影响脱臭的因素 1、温度 汽提脱臭时,操作温度的高低,直接影响到蒸汽的消耗量和脱臭时间的长短。在真空度一定的情况下,温度增高,则油中游离脂肪酸及臭味组分的蒸汽压也随之增高。但是,温度的升高也有极限,因为过高的温度会引起油脂的分解、聚合和19-07-23 15:58:02
影响脱臭的因素 1、温度 汽提脱臭时,操作温度的高低,直接影响到蒸汽的消耗量和脱臭时间的长短。在真空度一定的情况下,温度增高,则油中游离脂肪酸及臭味组分的蒸汽压也随之增高。但是,温度的升高也有极限,因为过高的温度会引起油脂的分解、聚合和19-07-23 15:58:02 -
 蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 12:00:02
蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 12:00:02 -
 脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 11:22:01
脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 11:22:01 -
 工艺综述炼油常减压装置是原油加工的第一道工序。原油经过蒸馏分离成多种油品和下游加工装置的原料。常减压装置控制系统及操作的水平,对炼油厂的产品质量、收率以及对原油的有效利用都有很大影响。按过程可分:1、 电脱盐:电脱盐就是在原油中注入一定量含12-07-10 11:06:59
工艺综述炼油常减压装置是原油加工的第一道工序。原油经过蒸馏分离成多种油品和下游加工装置的原料。常减压装置控制系统及操作的水平,对炼油厂的产品质量、收率以及对原油的有效利用都有很大影响。按过程可分:1、 电脱盐:电脱盐就是在原油中注入一定量含12-07-10 11:06:59 -
 影响精炼油得率主要因素 1、碱炼损耗 (1)为脱除毛油中存在的胶质、游离脂肪酸、水分、杂质等形成的损耗; (2)在处理过程中由于中性油皂化、乳化引起的损耗; (3)理论计算公式:碱炼损耗 = 0.2 + 1.25×(FFA%+磷脂含19-07-23 14:30:01
影响精炼油得率主要因素 1、碱炼损耗 (1)为脱除毛油中存在的胶质、游离脂肪酸、水分、杂质等形成的损耗; (2)在处理过程中由于中性油皂化、乳化引起的损耗; (3)理论计算公式:碱炼损耗 = 0.2 + 1.25×(FFA%+磷脂含19-07-23 14:30:01 -
 油气资源支撑着中国经济的快速发展。石油需求的增长和石油贸易的扩大起因于石油在工业生产中的大规模使用。一战以前,石油主要被用于照明,主要产油国美国和俄罗斯同时也是主要的消费国。在一战中,石油的战略价值已初步显现出来,由于石油燃烧效能高,轻便,18-04-02 22:52:45
油气资源支撑着中国经济的快速发展。石油需求的增长和石油贸易的扩大起因于石油在工业生产中的大规模使用。一战以前,石油主要被用于照明,主要产油国美国和俄罗斯同时也是主要的消费国。在一战中,石油的战略价值已初步显现出来,由于石油燃烧效能高,轻便,18-04-02 22:52:45 -
 6、渣油、催化油浆热裂化生产沥青及汽柴油装置设备1我国催化裂化年加工量超过1.5亿t,每年部分催化裂化油浆外甩量超过750万t。由于催化裂化油浆中有催化剂粉尘、胶质、沥青质、烯烃和稠环芳烃,给催化裂化油浆的综合利用带来许多困难。油浆密度大(12-05-20 11:03:04
6、渣油、催化油浆热裂化生产沥青及汽柴油装置设备1我国催化裂化年加工量超过1.5亿t,每年部分催化裂化油浆外甩量超过750万t。由于催化裂化油浆中有催化剂粉尘、胶质、沥青质、烯烃和稠环芳烃,给催化裂化油浆的综合利用带来许多困难。油浆密度大(12-05-20 11:03:04 -
影响碱炼的因素 1、碱及其用量,理论碱量算法:NaOH(Kg)= 7.13 ×10-4×油重×酸值 2、碱液浓度 (1)碱液浓度的确定原则。 1)碱滴与游离脂肪酸有较大的接触面积,能保证碱液在油中有适宜的降速。 2)有一定的脱色能19-07-23 14:52:01
-
 影响吸附脱色的因素 1、吸附剂 不同的吸附剂有不同的特点,应根据实际要求选用合适的吸附剂。油脂脱色一般多选用活性度高、吸油率低、过滤速度快的白土。 2、操作压力 吸附脱色过程在吸附作用的同时,往往还伴有热氧化副反应,这种副反应对油脂19-07-23 13:10:01
影响吸附脱色的因素 1、吸附剂 不同的吸附剂有不同的特点,应根据实际要求选用合适的吸附剂。油脂脱色一般多选用活性度高、吸油率低、过滤速度快的白土。 2、操作压力 吸附脱色过程在吸附作用的同时,往往还伴有热氧化副反应,这种副反应对油脂19-07-23 13:10:01 -
 废轮胎炼油设备热裂解的两种技术:聚合物几乎没有蒸气压,因此很难想象它可以通过GC进行质谱分析。 然而,聚合物可以通过热解裂解成挥发性小分子,然后引入GC / MS系统进行分析。 通过依赖于裂解产物的色谱图和由色谱每个峰的质谱确定的产物特性来19-07-23 15:24:01
废轮胎炼油设备热裂解的两种技术:聚合物几乎没有蒸气压,因此很难想象它可以通过GC进行质谱分析。 然而,聚合物可以通过热解裂解成挥发性小分子,然后引入GC / MS系统进行分析。 通过依赖于裂解产物的色谱图和由色谱每个峰的质谱确定的产物特性来19-07-23 15:24:01 -
 冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 16:04:02
冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 16:04:02 -
 脱 臭 各种植物油都有它本身特有的风味和滋味,经脱酸,脱色处理的油脂中还会有微量的醛类、酮类、烃类、低分子脂肪酸、甘油酯的氧化物以及白土、残留溶剂的气味等,除去这些不良气味的工序称脱臭。 脱臭方法 脱臭的方法有真空汽提法、气体吹入法、19-07-23 16:22:01
脱 臭 各种植物油都有它本身特有的风味和滋味,经脱酸,脱色处理的油脂中还会有微量的醛类、酮类、烃类、低分子脂肪酸、甘油酯的氧化物以及白土、残留溶剂的气味等,除去这些不良气味的工序称脱臭。 脱臭方法 脱臭的方法有真空汽提法、气体吹入法、19-07-23 16:22:01
被浏览过 8090845 次 版权所有:惠州市科泰机械设备有限公司(ID:131250) 技术支持:帅国莉
第19年

